






Why Traceability-Born Laser Markers Are Not Designed for Manufacturing Processes
As demand grows for replacing manufacturing steps with lasers, proposals increasingly seek to extend laser markers beyond marking into removal, cutting, scribing, welding, and patterning.
At first glance, both types of equipment apply laser energy to change a material. It may therefore appear that a marking system can serve as a processing system by adjusting output and scan conditions.
However, laser markers developed for traceability and laser systems designed for manufacturing processes begin from different premises. If this difference is overlooked, issues can emerge after installation in processing quality, takt time, large-area capability, and repeatability.
Laser Markers Entered the Factory Through Traceability
Laser markers spread across factories because manufacturers needed to identify individual parts and track them by lot. The automotive industry in particular has long required permanent serial numbers, QR codes, and Data Matrix marks on components to support recall response, quality assurance, and counterfeit prevention.
Laser marking, able to place high-resolution and permanent identification marks, became a standard way to meet that need. In most plants, then, the laser arrived not as a tool to process material, but as a tool to record identification reliably — evaluated and selected in the context of inspection and traceability.
A Design Optimized for Marking and Identification Becomes a Constraint in Processing
When the goal is marking and identification, the machine has to place a high-contrast mark on a small area, repeatably. It does not necessarily need the energy to remove or melt material to any depth.
As a result, traceability-oriented markers tend to be optimized around rated output in the tens up to roughly 100 W, small to mid-sized scan fields, and air-cooled, compact head configurations. This is not a flaw. It is a rational design choice for marking and identification and for the space constraints of the factory floor.
However, the problem appears when equipment built on these premises is later repurposed for a different process.
Laser Markers Are Beginning to Be Repurposed for Manufacturing Processes
Laser cutting, welding, drilling, and removal have long been used in manufacturing. What has become more visible in recent years is the attempt to extend laser markers that became widespread through traceability into removal, scribing, cutting, welding, and patterning.
At the same time, workpieces are becoming larger, and manufacturers increasingly want to reduce process steps and consolidate equipment. The question is not whether a laser can change the material. It is whether a design optimized for traceability can also meet the quality, takt time, processing area, and repeatability required for manufacturing.
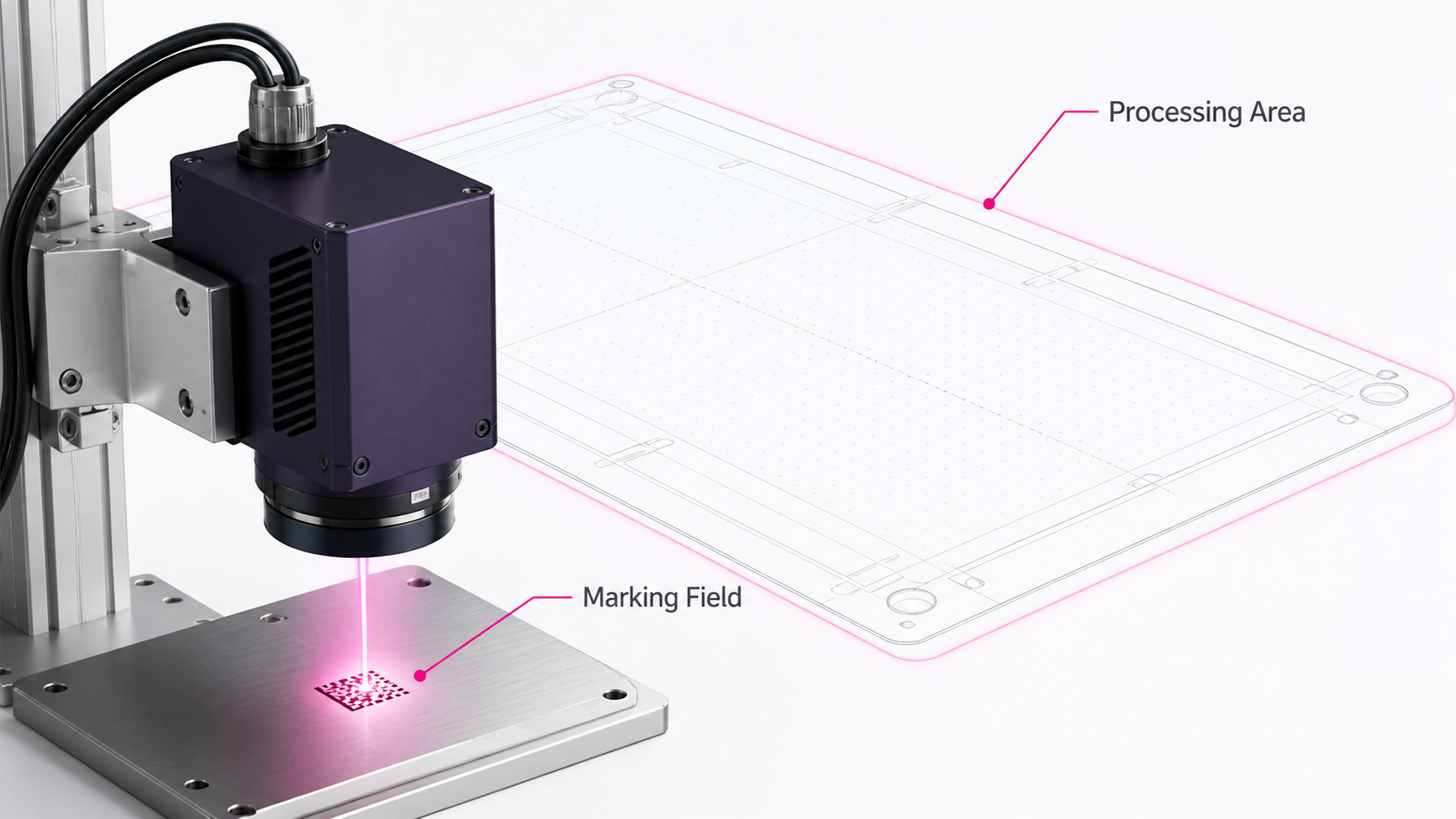
Why Large-Area, Consolidated Processing Needs More Than a Traceability-Born Marker
Trying to cover a large area with a machine designed for a small one forces step-and-repeat division, and the burden of positioning, correction, and condition-finding accumulates. Overlap, burning, and unevenness at the boundaries surface as compromises in quality and takt time. This is not a gap that parameter tuning can close. It is a structural gap that comes from a difference in design intent.
What is needed is not a marking machine pressed into processing. It is a process platform designed for processing from the start. Which process, over what area, on what material, at what takt time — defining wavelength, output, and scan range backward from those answers is what lets large-area processing hold up as a production step.
The hidden costs of dividing the work are examined in a related article.
Why Step-and-Repeat Laser Processing Creates Hidden Manufacturing Costs

