



トレーサビリティ出自のレーザーマーカーが製造加工用途に設計されていない理由
レーザーを使った工程置換のニーズが広がるなかで、レーザーマーカーを、印字だけでなく除去、切断、スクライビング、溶着、パターニングなどの加工用途へ展開できないか、という提案が見られるようになっています。
一見すると、どちらも「レーザーを照射して材料を変化させる装置」です。そのため、マーキング用の装置でも、出力やスキャン条件を調整すれば加工用途に使えるように見えるかもしれません。
しかし、トレーサビリティ用途から発展してきたレーザーマーカーと、製造加工用途のレーザー加工装置では、設計の前提が異なります。この違いを見落とすと、導入後に加工品質、タクト、大面積対応、再現性の面で課題が表面化することがあります。
レーザーマーカーは、トレーサビリティ要求とともに工場へ入ってきた
多くの工場でレーザーマーカーが普及した背景には、部品を一つずつ識別し、ロットを追跡したいという要求があります。とりわけ自動車業界では、リコール対応や品質保証、偽造防止のために、部品へシリアル番号やQRコード、データマトリクスを消えない形で残すことが求められてきました。
こうした識別マークを高精細かつ恒久的に刻めるレーザーマーキングは、トレーサビリティの標準的な手段として定着しました。つまり多くの工場で、レーザーはまず「材料を加工する道具」ではなく「識別情報を正確に残す道具」として導入され、検査と識別の文脈で評価されてきたのです。
印字・識別に最適化された設計が、加工用途では制約になる
目的が印字と識別であれば、装置に求められるのは、小さな領域に高コントラストのマークを安定して残すことです。材料を深く除去したり溶融させたりする大きなエネルギーは、必ずしも必要ありません。
その結果、トレーサビリティ用途のマーカーは、数十〜100W級の定格出力、小〜中面積のスキャン範囲、空冷・コンパクトなヘッド構成を前提に最適化されやすくなります。これは欠陥ではなく、印字・識別という用途と、工場内での設置スペースの制約に対し、きわめて合理的な設計選択です。
しかし、問題が現れるのは、この前提を持つ装置を、後から別の加工へ流用しようとしたときです。
レーザーマーカーが、製造加工用途にも転用されはじめている
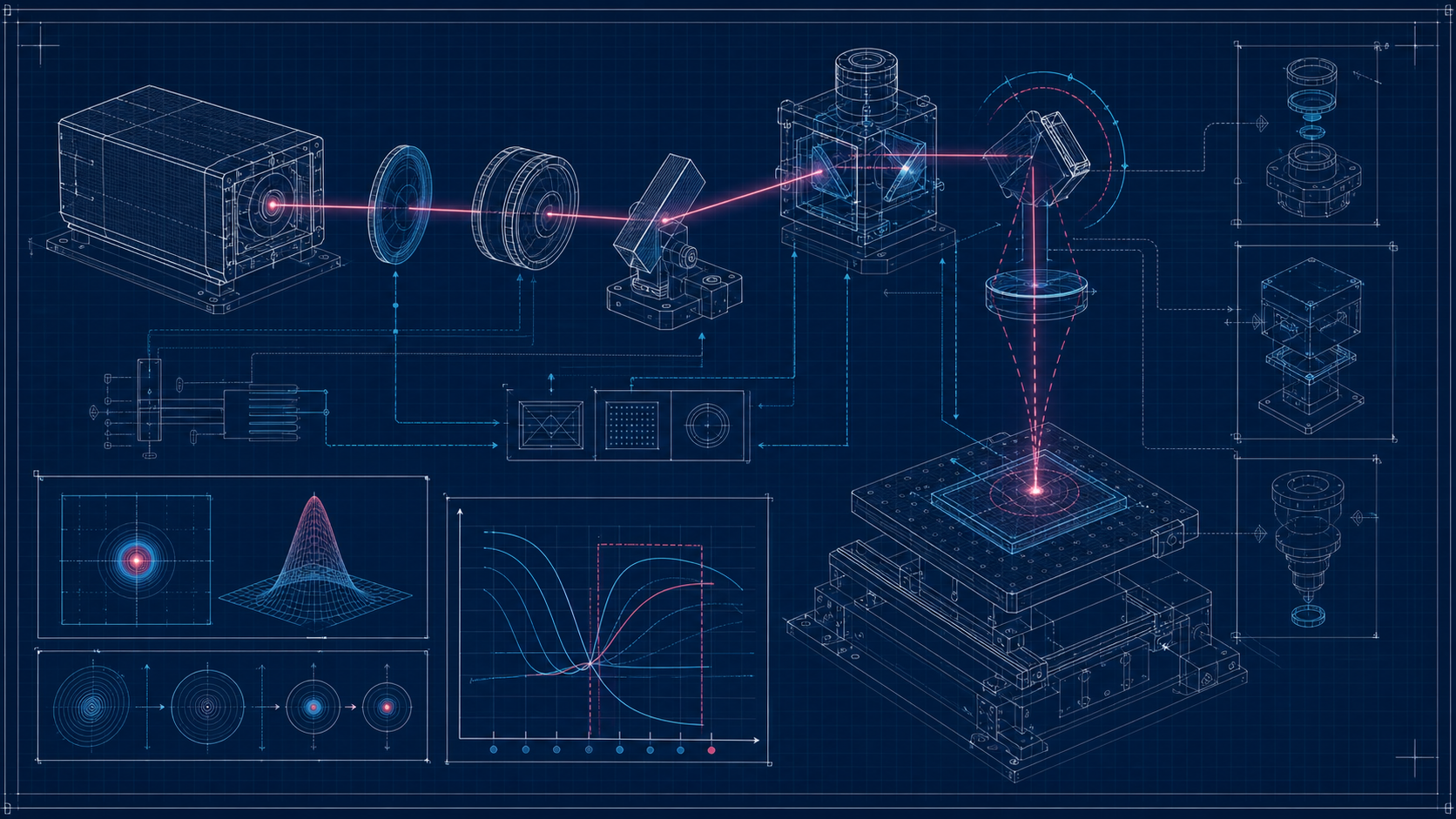
切断、溶接、穴あけ、除去といったレーザー加工そのものは、以前から製造現場で使われてきました。一方で、近年目立つのは、トレーサビリティ用途で普及したレーザーマーカーを、印字だけでなく、除去、スクライビング、切断、溶着、パターニングなどの加工用途にも展開しようとする動きです。
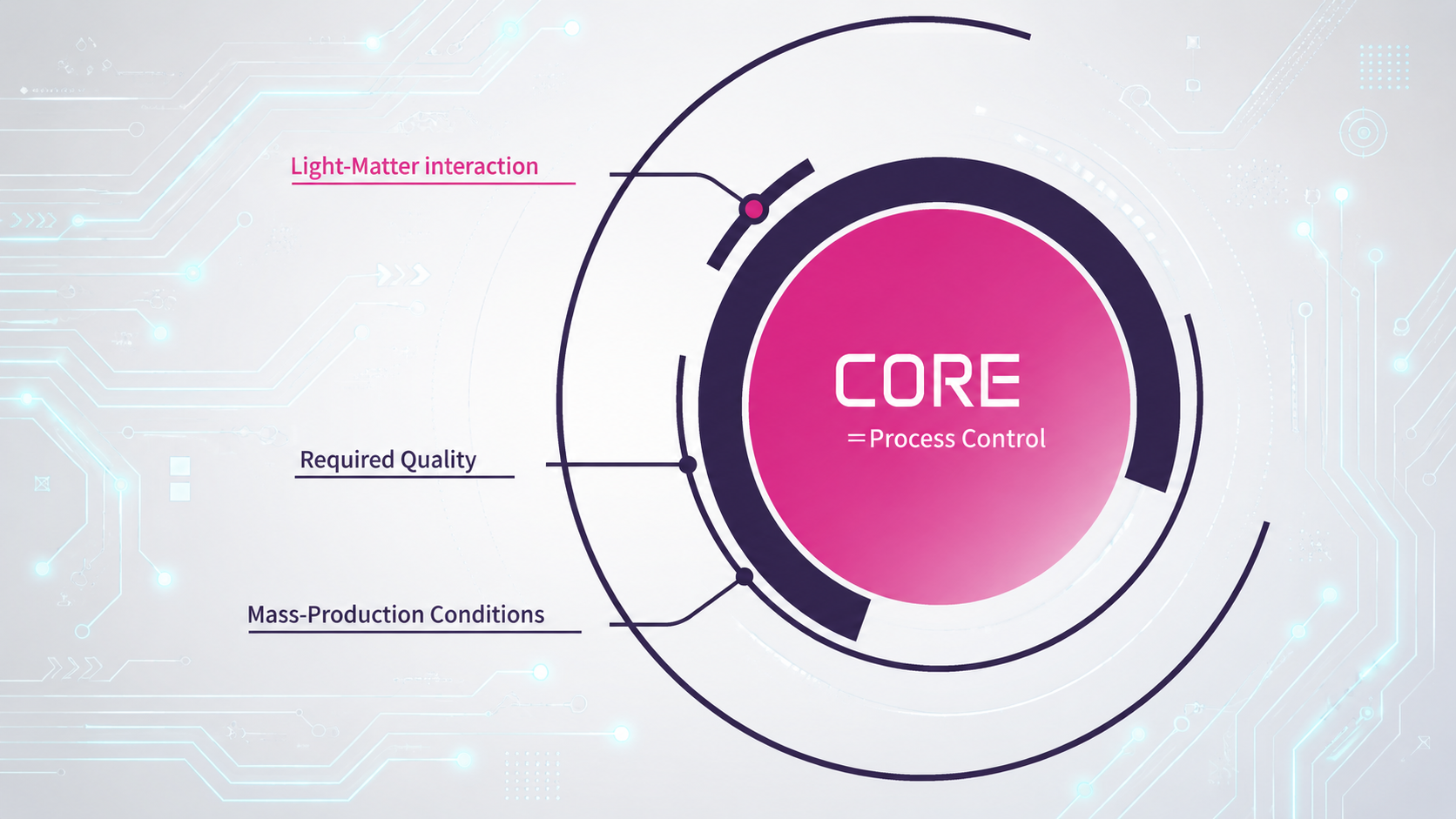
加えて、ワーク面積は大型化し、工程数を減らし、加工設備をできるだけ集約したいという要求も強まっています。このとき問題になるのは、レーザーで加工できるかどうかではありません。トレーサビリティ用途に最適化された装置設計のまま、製造加工で求められる品質、タクト、加工範囲、再現性まで満たせるかどうかです。
だから大面積・工程集約の加工には、トレーサビリティ出自のマーカーだけでは答えきれない
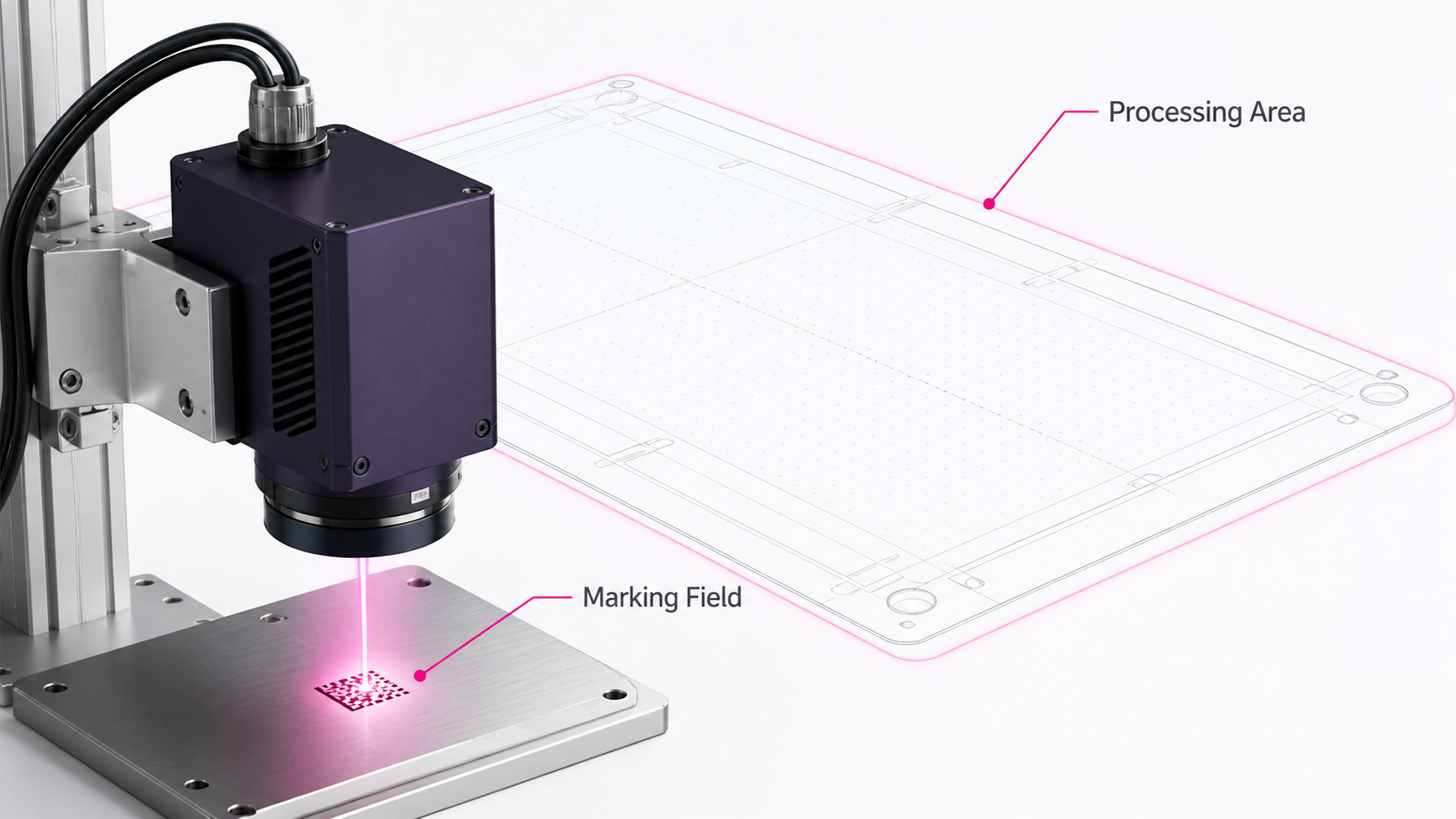
小面積を前提に設計された装置で大面積を扱おうとすれば、加工領域を分割するステップ&リピートが必要になり、位置決め、補正、条件出しの負担が積み上がります。境界部のオーバーラップや焼け、ムラは、品質とタクトへの妥協として現れます。これはパラメータを振れば埋まる差ではなく、設計目的の違いから生じる構造的なギャップです。
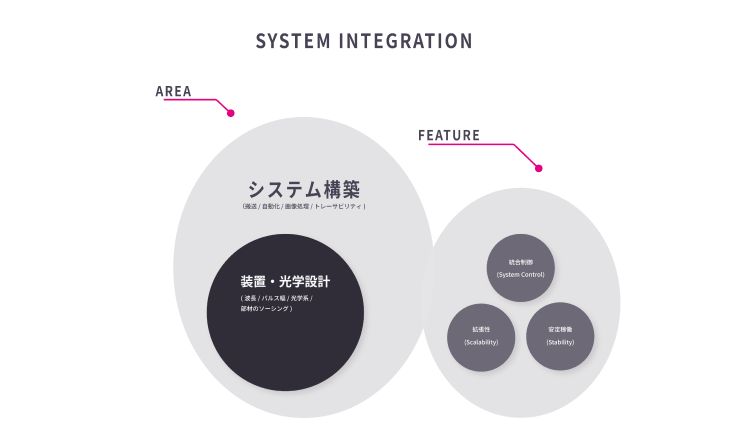
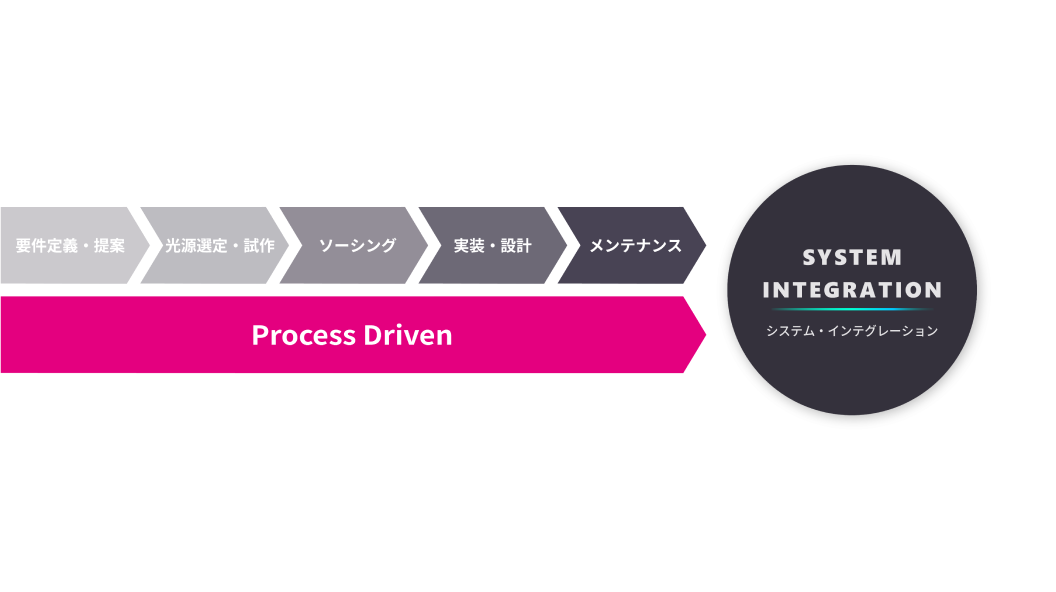
必要なのは、印字装置を加工に転用することではありません。加工用途を前提に設計されたプロセスプラットフォームです。どの加工を、どの面積で、どの材料に対して、どのタクトで成立させたいか。そこから波長・出力・スキャン範囲を逆算して定義することで、はじめて大面積加工は量産工程として成立します。
分割加工が生む見えないコストは、関連記事でも整理しています。