



レーザーPoCは、最初から量産を前提に設計すべき理由
レーザー加工では、試作段階で良好な結果が得られても、量産ラインへ移した途端に品質やタクトが安定しないことがあります。
ラボ環境で一度きれいに加工できる条件と、材料差や設備状態の変化を吸収しながら繰り返し再現できる工程は、別のものです。
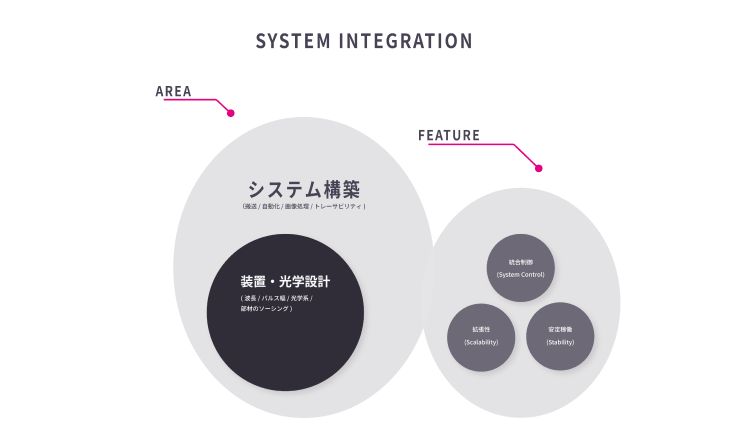
そのため、レーザーPoCで確認すべきなのは「加工できたか」だけではありません。要求品質をどう評価するか、どの条件範囲なら安定して再現できるか、搬送や位置決めを含めて要求タクトに届くかまで、試作段階から整理する必要があります。
PoCの成功だけでは、量産工程にはならない
レーザー加工のPoCでは、まず対象材料を加工できるかを確認します。しかし、量産を前提にする場合、その確認だけでは不十分です。
量産工程では、材料ロットの違い、ワーク位置のばらつき、設備状態の変化、温度環境の変動などが発生します。PoCで得られた加工条件がこうした変動に弱い場合、試作では成功しても、量産では品質が安定しません。
また、加工結果だけを見てPoCを進めると、後からタクトや搬送、検査方法、安全設計との整合が取れないことがあります。その場合、量産設備の導入段階で条件出しをやり直すことになり、開発期間とコストが増えてしまいます。
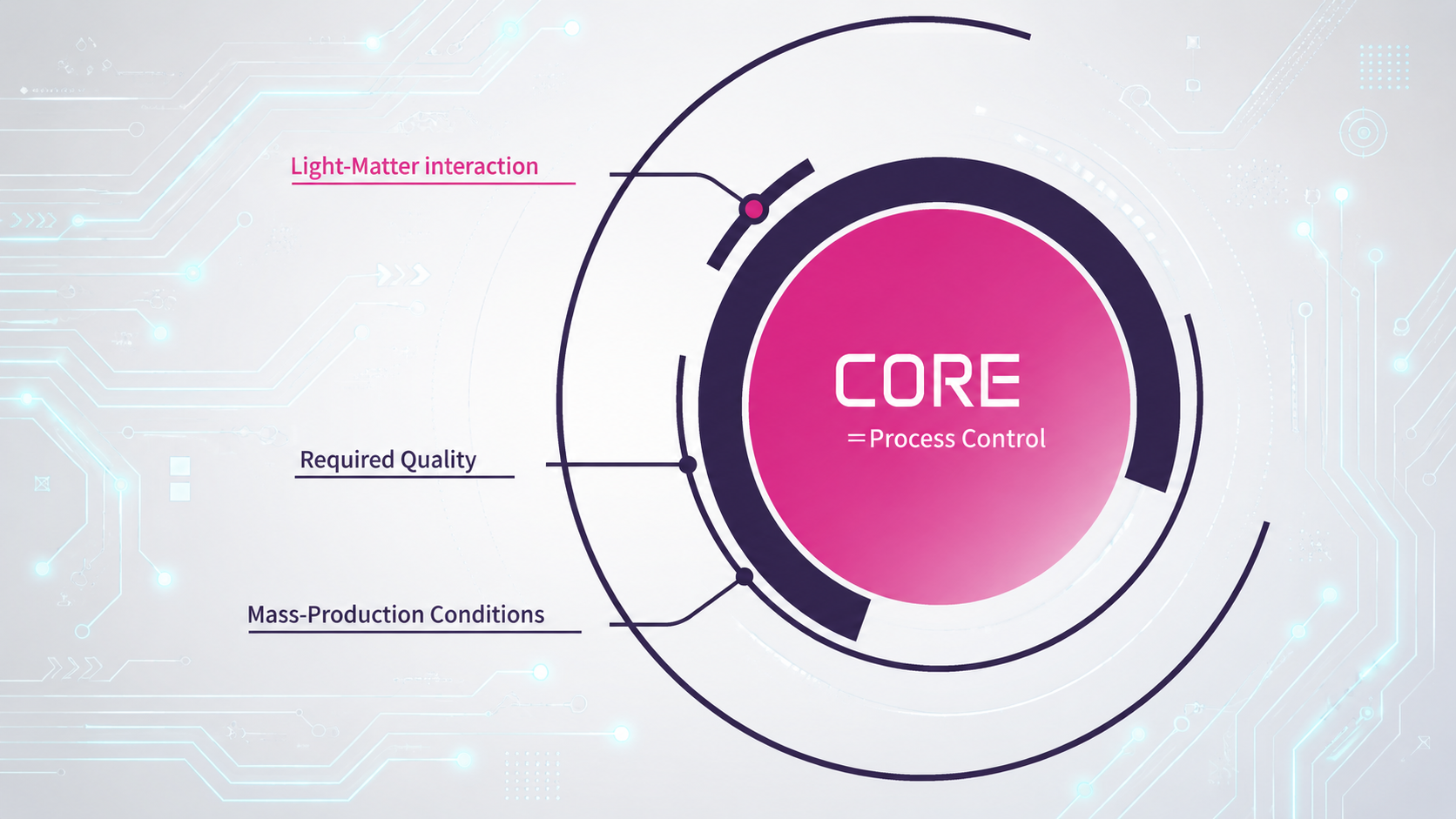
点ではなく、プロセスウィンドウを設計する
量産に必要なのは、ひとつの成功条件ではなく、安定して加工できる条件範囲です。
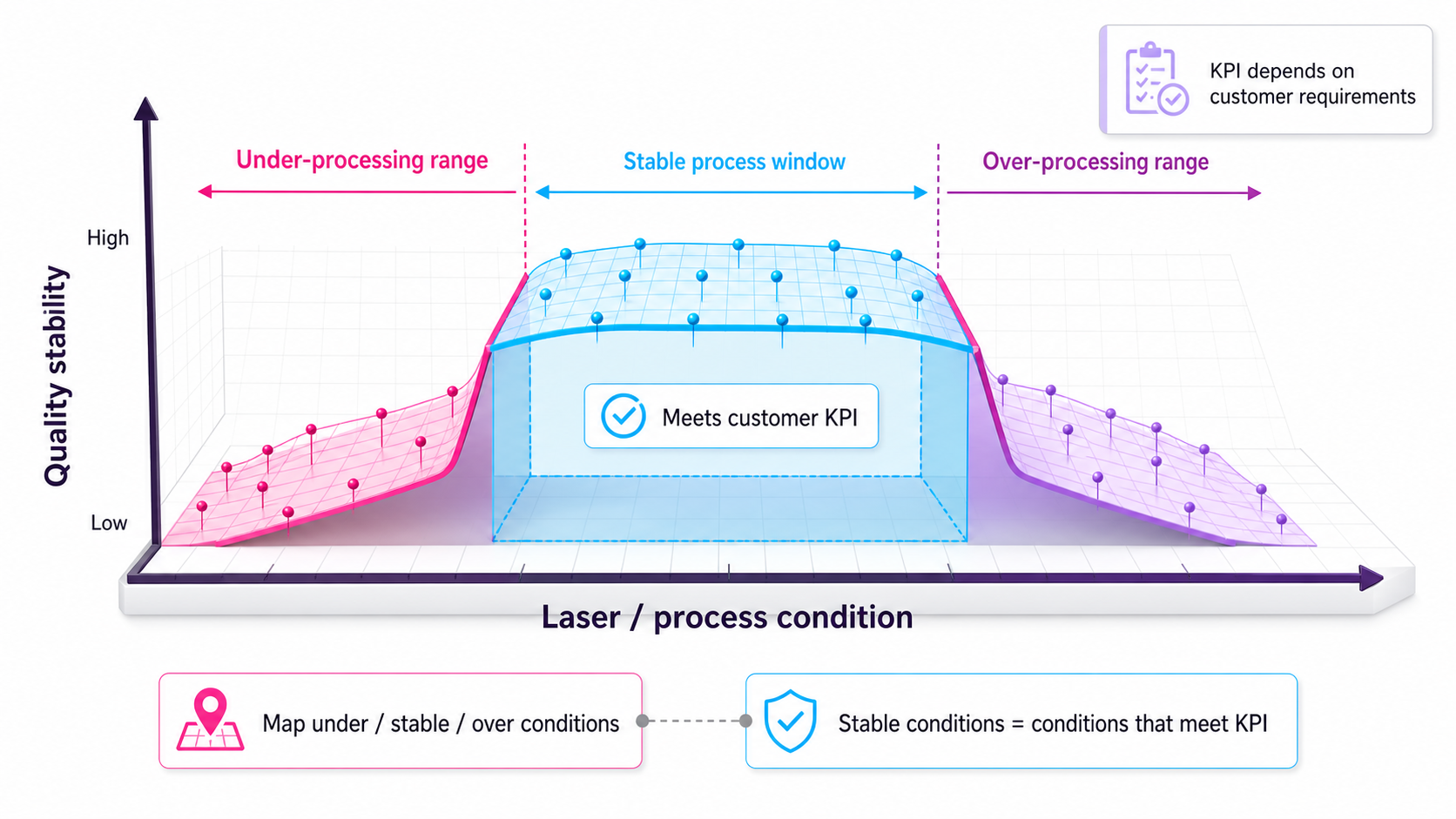
プロセスウィンドウとは、品質基準を満たしながら安定して加工できる条件範囲のことです。レーザー出力、走査速度、焦点位置、照射回数などの条件が少し変わっても、要求品質を満たせる幅を持たせる必要があります。
そのためには、まず「何をもって合格とするか」を決める必要があります。外観だけを見るのか、寸法精度を見るのか、母材への影響を見るのか、後工程での密着性や導通性まで確認するのかによって、PoCで評価すべき内容は変わります。
次に、未加工になる条件、安定して加工できる条件、過加工になる条件を切り分けます。この範囲を把握しておくことで、材料や設備に多少のばらつきがあっても、品質基準を外れにくい工程を設計できます。
さらに、量産では加工単体の時間だけでなく、搬送、位置決め、検査、メンテナンスまで含めて工程が成立する必要があります。PoCの段階でこれらを考慮しておくことで、量産導入時の手戻りを減らすことができます。
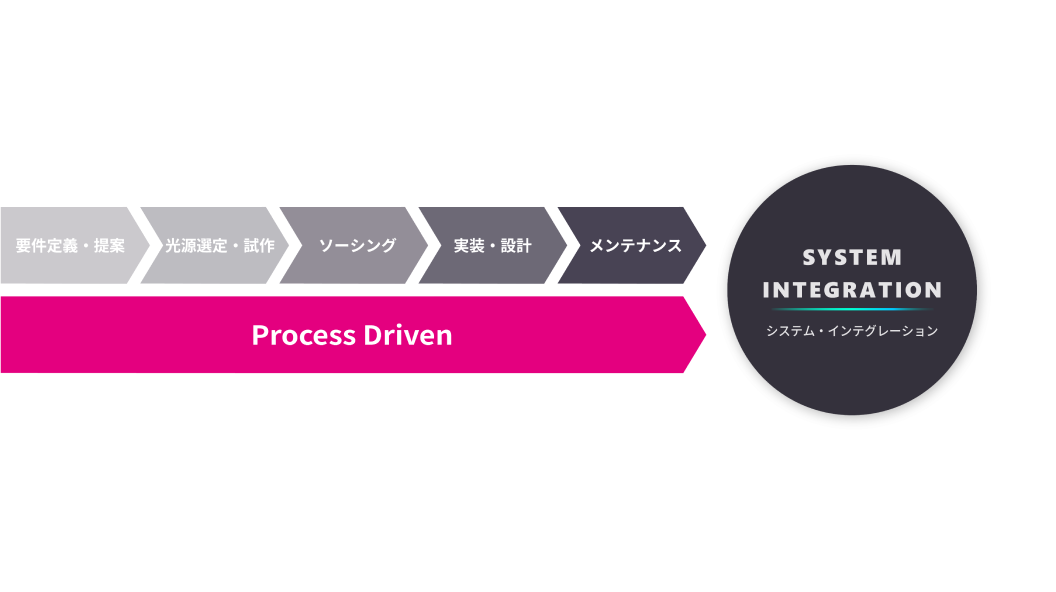
テスト加工から量産・保守まで、一つのプロセスとして設計する
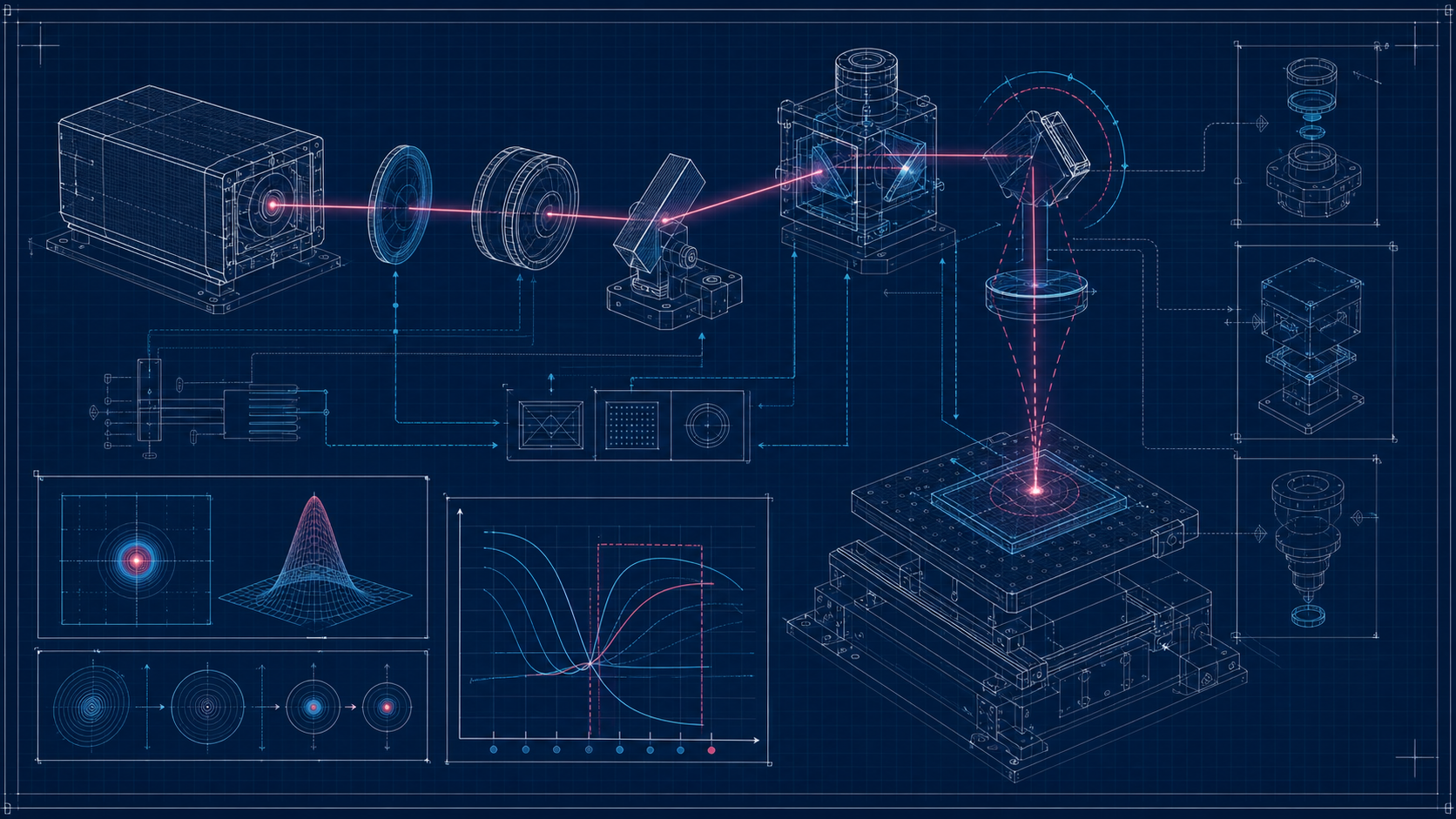
PoCで使った条件が、量産設備の光学系、制御、治具、安全設計とつながっていなければ、導入時に再検証が必要になります。
特にレーザー加工では、発振器や光学系の選定、加工ヘッドの構成、ワークの固定方法、検査方法が加工品質に影響します。試作段階の条件を量産設備へそのまま移せるとは限りません。
だからこそ、レーザーPoCは最初から量産を見据えて設計する必要があります。テスト加工で得られた条件を、試作機、量産導入、保守までつながるプロセスとして整理しておくことで、量産化までの手戻りを抑えやすくなります。
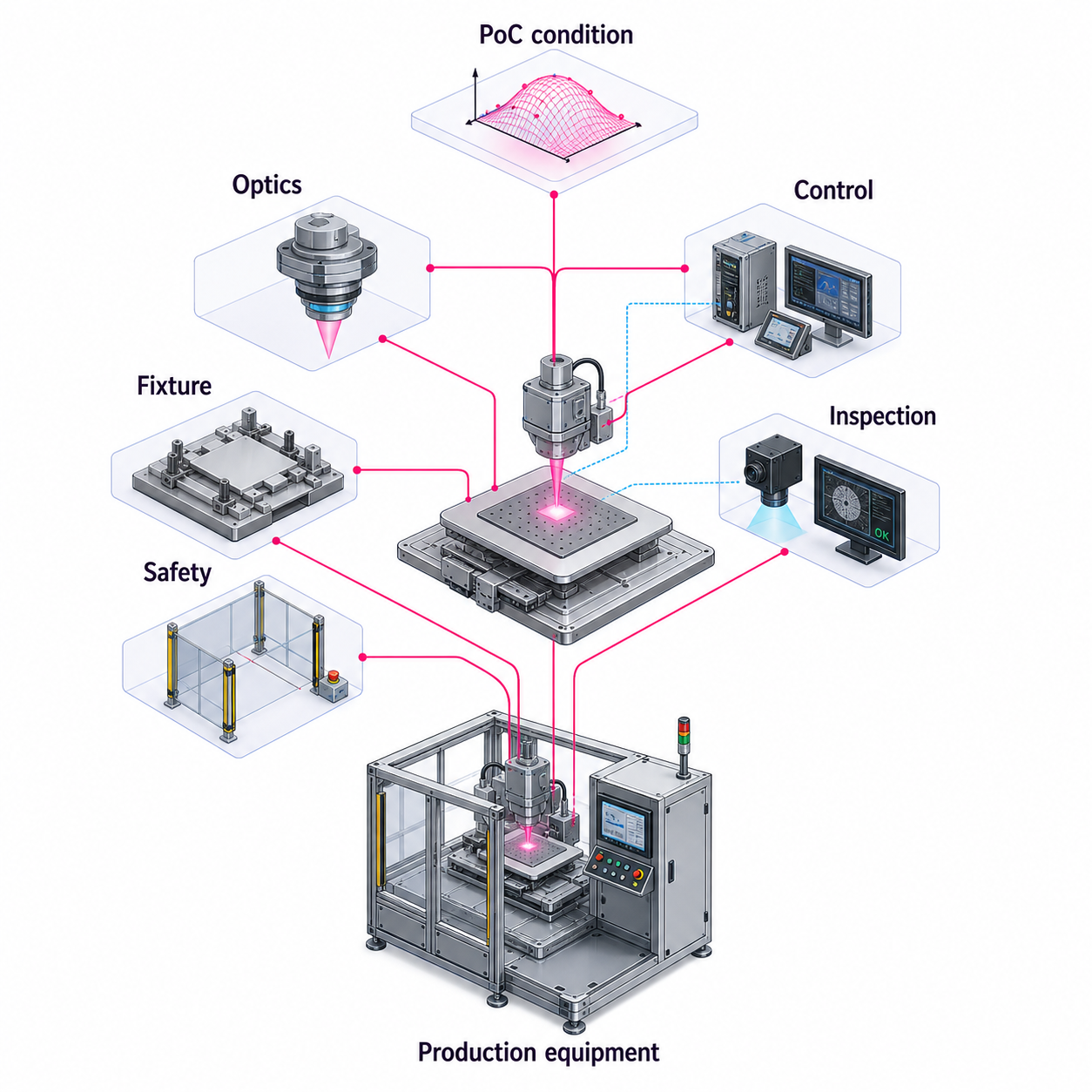
Quantecは、求める加工結果から逆算し、テスト加工、試作機、量産導入、保守までを一つのプロセスとして設計します。