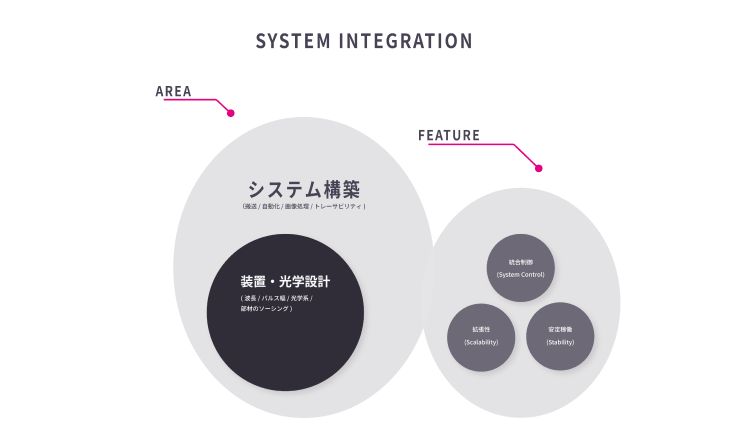




レーザークリーニングに必要なのは、高出力化ではなく現場で成立するプロセス設計

レーザークリーニングは、ブラスト処理に代わる表面処理として注目されています。しかし、レーザーであれば現場課題が自動的に解決するわけではありません。重要なのは、単にレーザーを導入することでも、出力を上げることでもなく、対象材・除去層・作業環境に合わせてプロセス全体を設計することです。
レーザークリーニングが求められる背景:ブラスト処理の限界
従来工法であるブラスト処理は、研削材を対象物に吹き付け、錆や塗膜を物理的に除去する表面処理です。除去性能に優れる一方で、粉塵や廃棄物が発生し、飛散対策、養生、廃棄物処理、作業者の安全管理が必要になります。
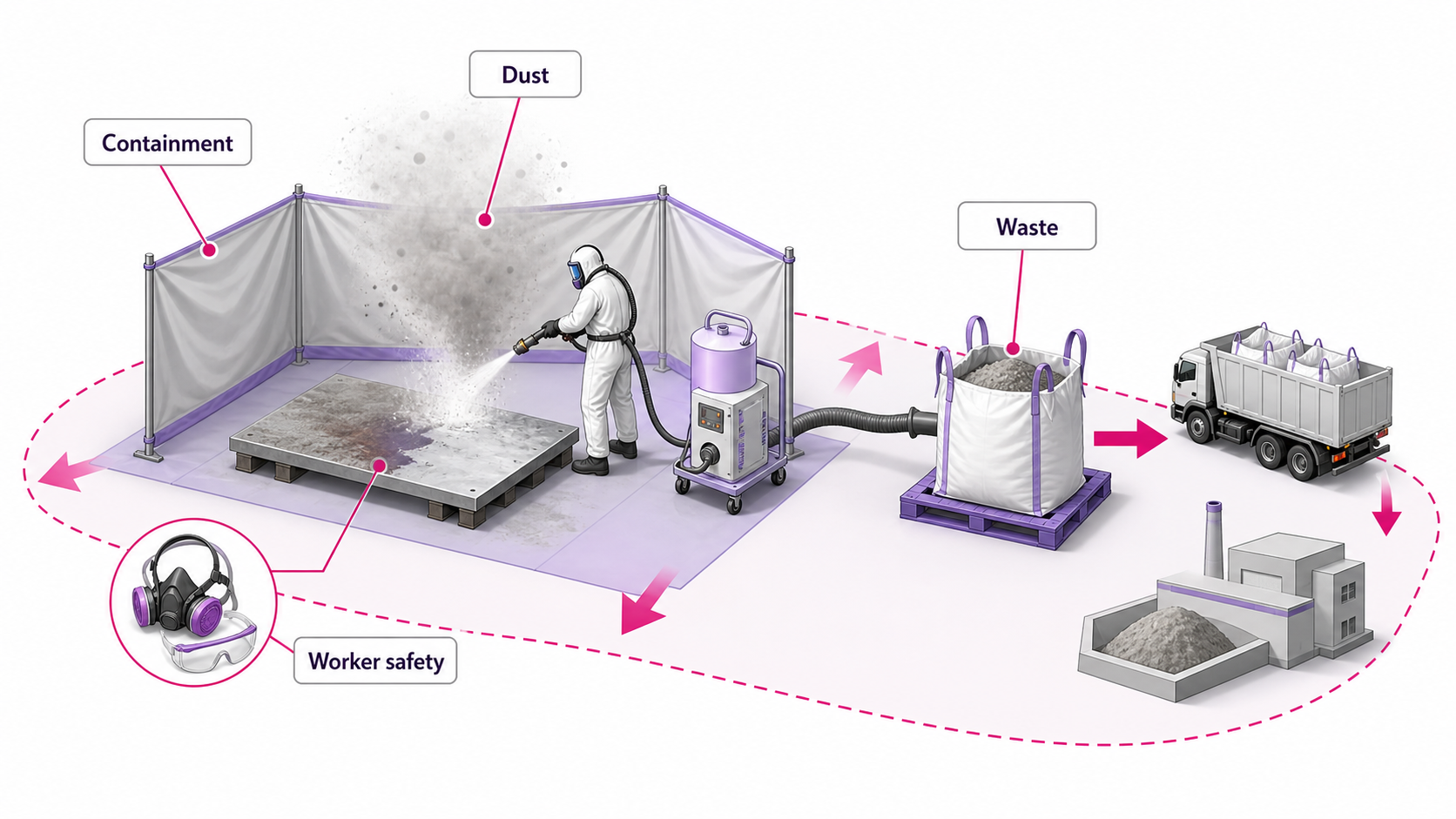
このような背景から、注目を集めたのがブラスト材由来の大量の粉塵や廃材を抑えられるレーザークリーニング技術でした。しかし、レーザークリーニングにも、課題は残されています。
高出力化だけでは、現場に届かない
レーザークリーニングでは、除去速度を高めるために出力を上げる発想が取られがちです。しかし、高出力化は発振器だけでなく、電源、冷却器、筐体、安全対策の大型化を伴います。
その結果、装置単体の除去能力は高くても、搬入できない、対象物の近くまで持ち込めない、作業動線を確保できないといった問題が発生します。現場で使えない装置は、どれほど出力が高くても量産・施工プロセスとしては成立しません。

特に、錆除去の需要がある橋梁や輸送インフラなどは高所作業が求められることが多く、軽量化・取り回しやすさが課題です。
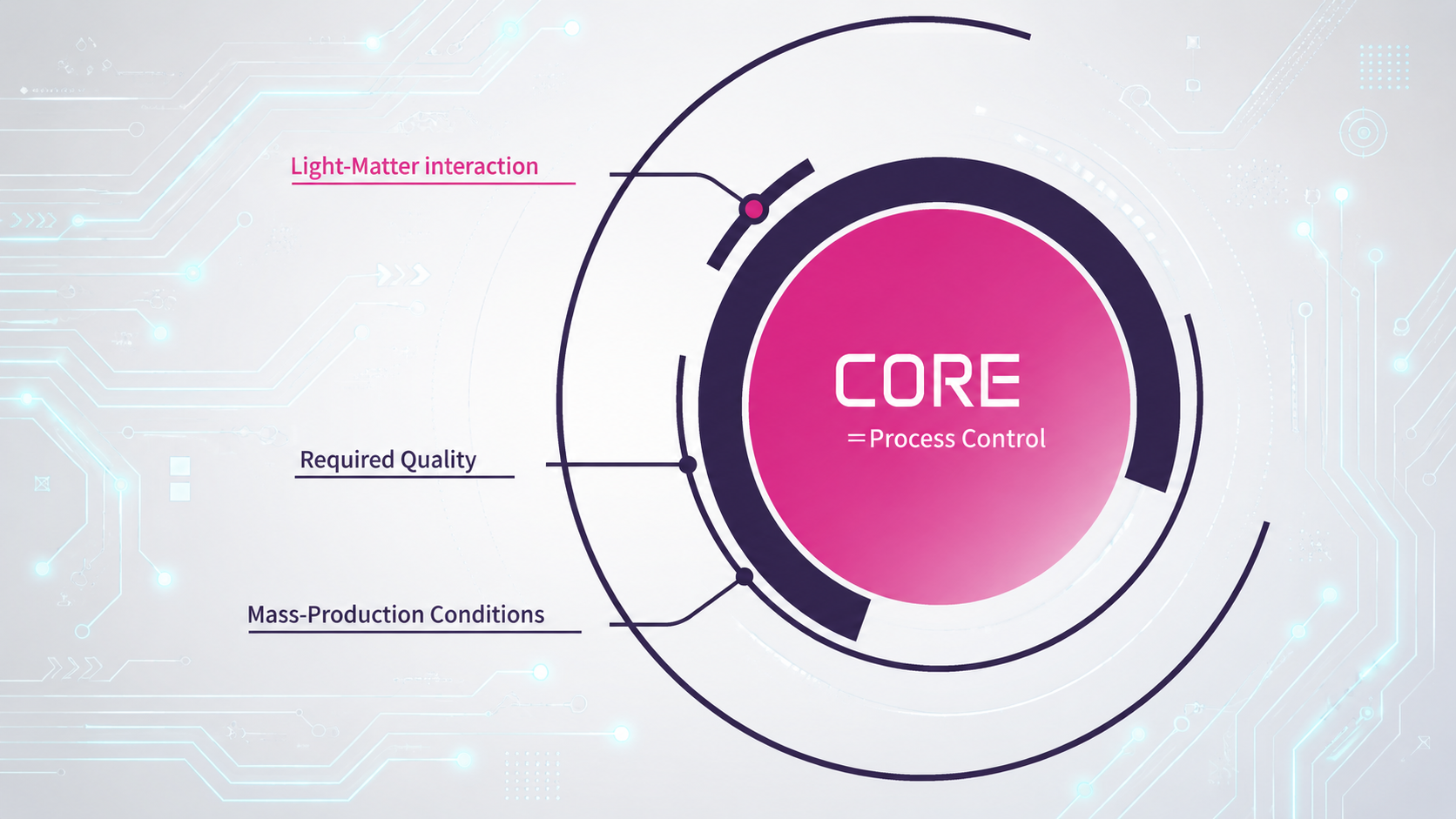
現場で成立するレーザークリーニングは、出力ではなく反応を設計する
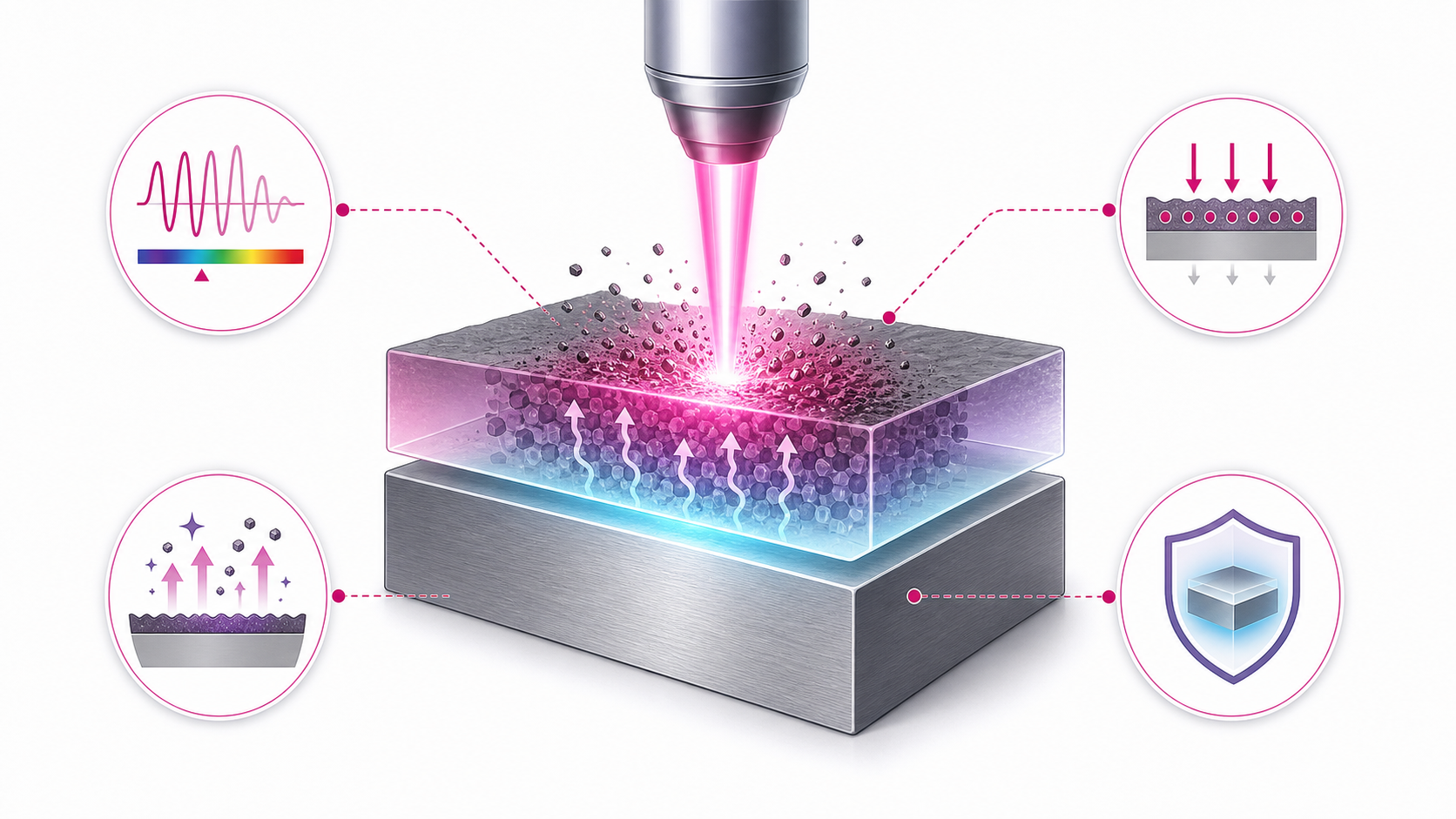
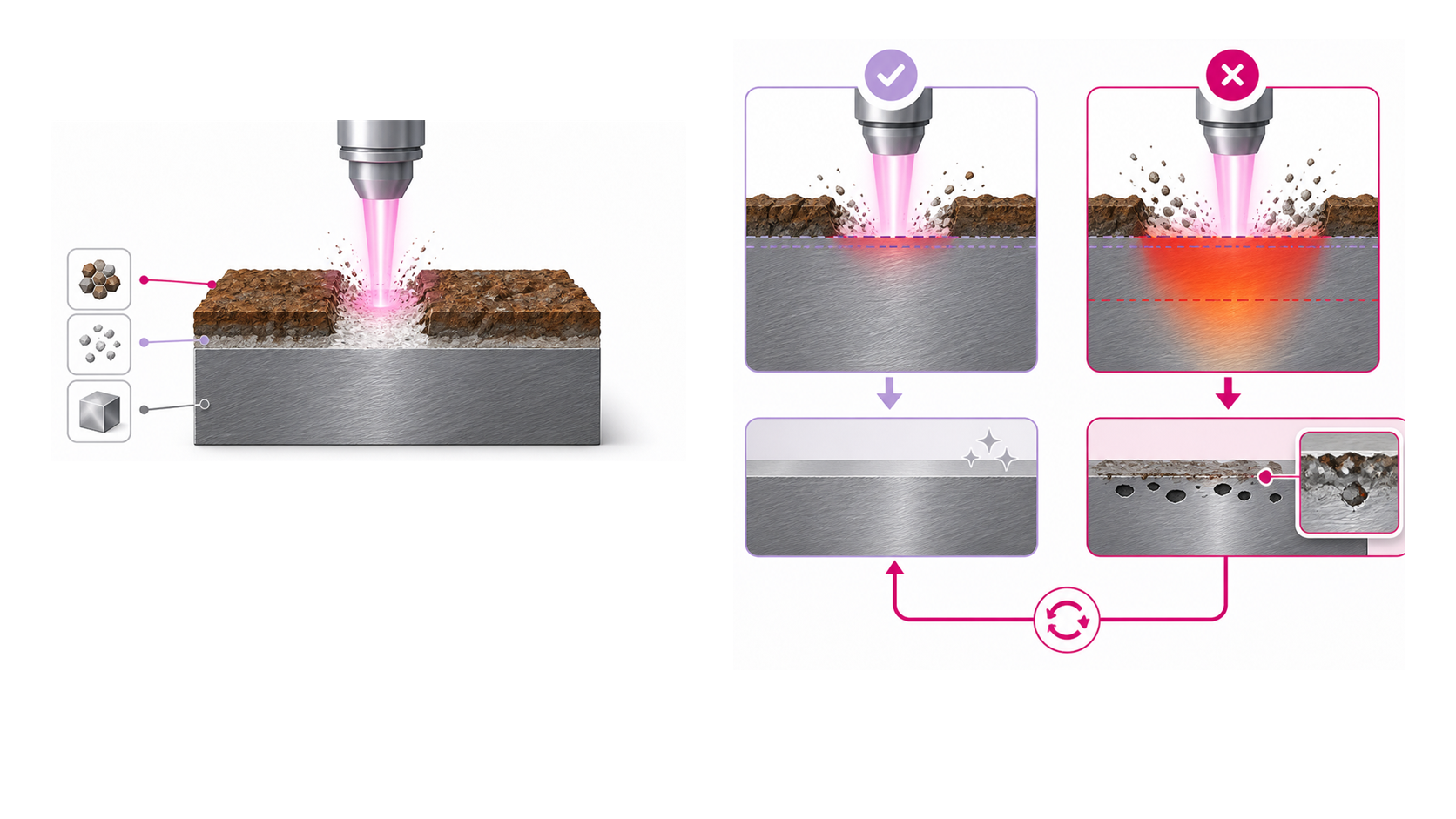
レーザークリーニングの本質は、単に大きな熱量で表面層を剥がすことではありません。対象となる錆、塗膜、汚れと、残すべき母材との吸収差・反応差を見極め、必要な除去品質を満たす範囲で熱影響を抑えることです。同時に、可搬性、アクセス性、作業動線を一体で設計します。
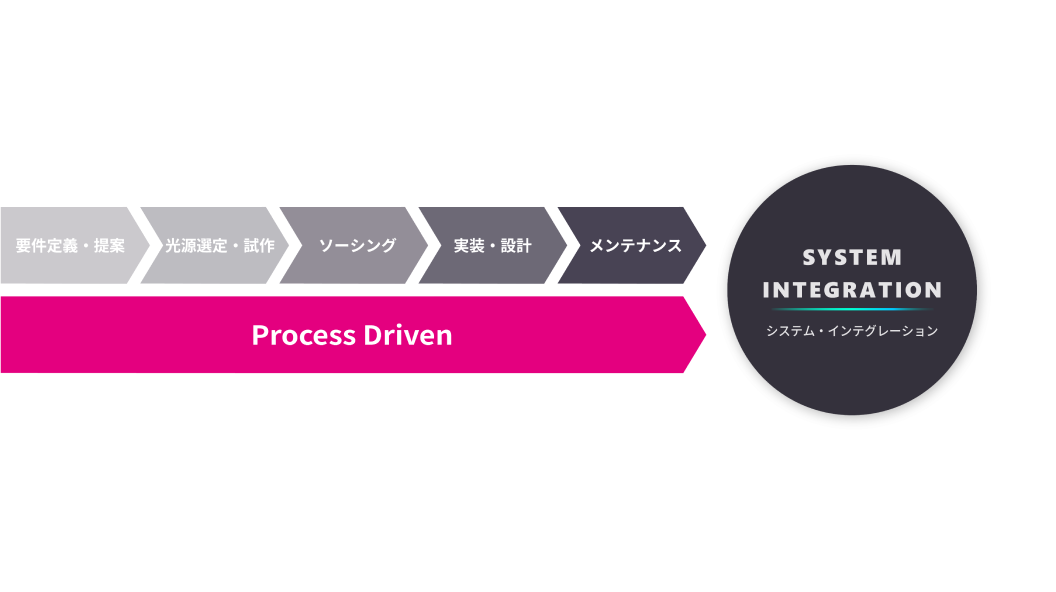
対象材と現場条件に応じた事前検証が重要
レーザークリーニングの成立条件は、対象物の材質、錆や塗膜の状態、求める除去品質、作業環境、搬入条件によって変わります。そのため、装置出力だけで適否を判断するのではなく、対象材と現場条件を前提にした事前検証が重要です。
Quantecでは、対象材に応じたレーザー条件の検証から、現場導入を見据えたプロセス設計までご相談いただけます。